































40px
80px
80px
80px

Technical Processing Description of Medical Detector Metal Parts:
1. Core Materials and Processing Characteristics
--Titanium Alloy (Ti-6Al-4V): Suitable for high-precision detector structural components, with excellent biocompatibility (compliant with ISO 10993-5) and mechanical properties, and a tensile strength of ≥900 MPa.
--Stainless Steel (304/316L): Used for detector housings and load-bearing components, requiring precision sheet metal processing (tolerance ±0.05mm) and mirror polishing (Ra ≤ 0.2μm).
--Cobalt-Chromium Alloy: Used for precision transmission components in detectors, with a hardness of HV 400-500 and requiring vacuum casting and CNC finishing.
2. Key Processing Technologies
--CNC Precision Machining: A five-axis machining center achieves ±0.02mm accuracy, used for machining core detector components (such as sensor brackets).
--3D Printing: SLM technology is used to manufacture complex structural parts (such as porous detector brackets), with a layer thickness of 20-30μm and a porosity of 60-80%.
--Surface Treatment: Titanium alloy treated with sandblasting and acid etching (SLA process), with a surface roughness of Ra 0.8-1.6μm.
3. Typical Application Cases
--Detector Housing: 304 stainless steel sheet metal, galvanized, with an IP65 protection rating.
--Sensor Bracket: CNC-machined from titanium alloy, with a fit accuracy of ≤5μm, ensuring stable test data.
--Test Block: SUS stainless steel standard block (1.0-5.0mm), used for metal detector calibration.
4. Quality Control Standards
--Dimensional Inspection: Coordinate Measuring Machine (CMM) verifies critical dimensions, such as thread depth tolerance of ±0.01mm.
--Biocompatibility: Tested for cytotoxicity (ISO 10993-5) and sensitization (ISO 10993-10).
--Certification Requirements: The production environment must comply with ISO 13485:2016 Medical Device Quality Management System.

CNC workshop

CNC workshop

CNC workshop
CNC workshop

CNC workshop

CNC workshop
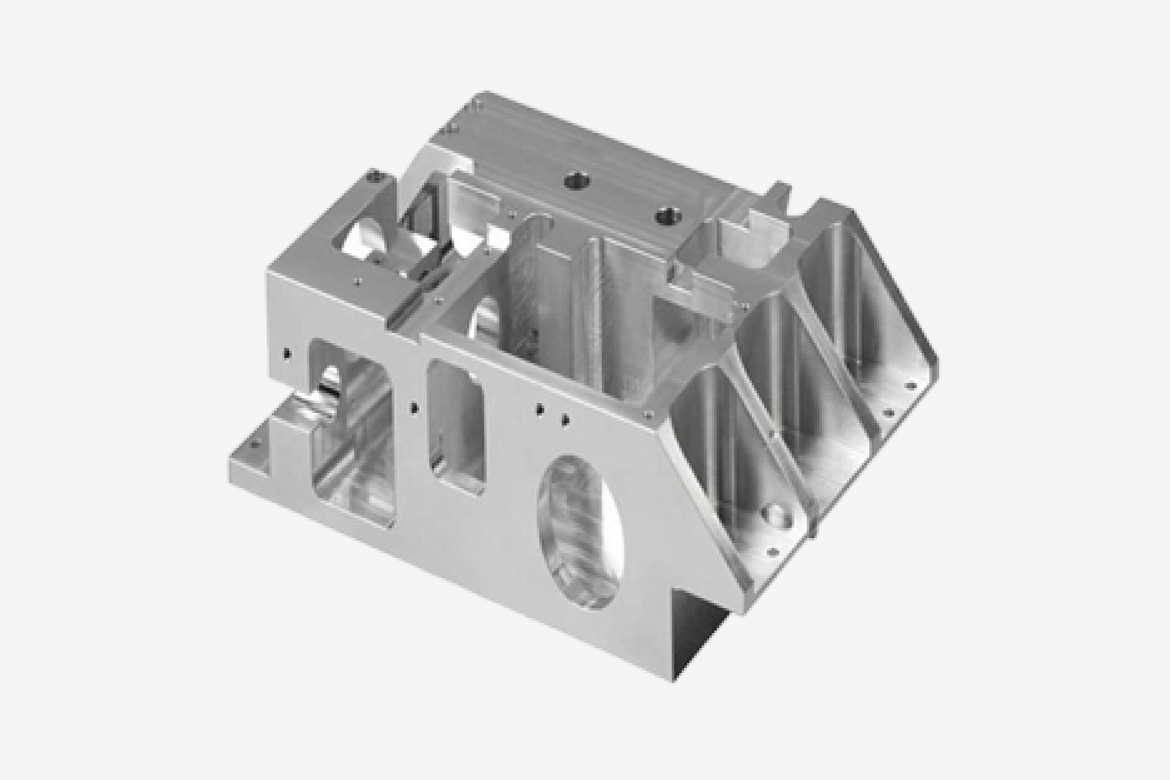
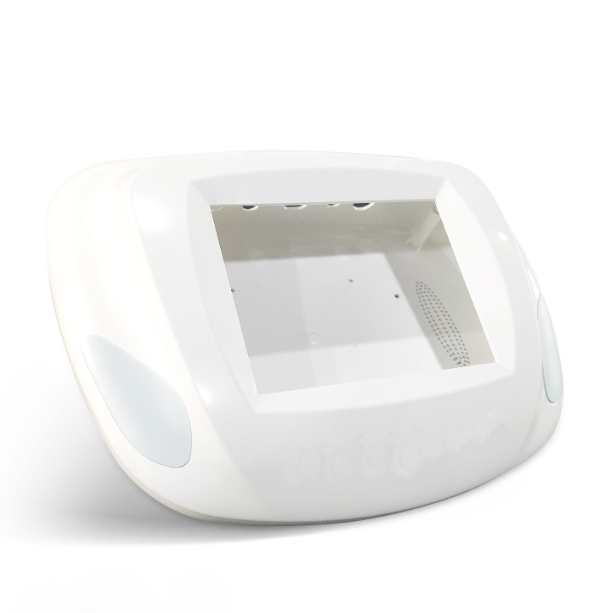
CNC Milling Parts
Explore our CNC Milling Parts Gallery to see precision-crafted components manufactured with high accuracy and quality.





Tolerances for CNC Milling
3-Axis | 4-Axis | 5-Axis | |
Maximum Part Size | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimum Part Size | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
General Tolerances | ± 0.05 mm | ± 0.02 mm | ± 0.01 mm |
Lead Time | Simple parts can be delivered in as little as 1 day. | Most projects are completed within 3 business days. | Most projects are delivered in 3 business days. |

Core Characteristics of Milling Processing
1. Multi-Edge Cutting and Efficiency
-- Milling cutters have multiple cutting edges (e.g., end mills with 4-6 edges), which can participate in cutting simultaneously, sharing the load and improving efficiency (30%-50% higher than single-edge tools).
-- Suitable for large feed rates or high cutting speed machining, such as surface milling with a cutting depth of up to 5-10mm.
2. Intermittent Cutting and Impact Vibration
-- The cutter teeth engage and disengage from the workpiece periodically, causing fluctuations in cutting force, requiring machines with good rigidity (e.g., heavy-duty milling machines) to ensure precision.
-- Intermittent cutting facilitates tool cooling and extends tool life, but durable tool materials (e.g., carbide) must be used.
3. Process Flexibility-- By changing tools (e.g., face mills, T-slot mills), it can process complex features such as flat surfaces, grooves, gears, and curved surfaces.
-- Supports multi-axis linkage (e.g., five-axis milling) to achieve machining of three-dimensional complex profiles (e.g., mold cavities).4. Controllable Surface Quality-- Adjusting cutting parameters (e.g., feed rate, speed) can control surface roughness (Ra 0.8-12.5μm).
-- End mills' secondary cutting edges can polish surfaces with roughness down to Ra 0.4μm.Range of Milling Processing
1. Basic Processing-- Flat/Step Surfaces: Face mills (end mills) process large flat surfaces, three-edge mills process steps.
-- Grooves/Keys: End mills mill straight grooves, keyway cutters process key slots (accuracy IT8-IT9).2. Complex Feature Processing
-- Gears/Threads: Modular shaped end mills process gears, thread mills process threads.
-- Cavities/Molds: Ball end mills process three-dimensional curves (e.g., injection molds).
2. Special Processing
-- Cutting/Indexing: Saw blades mill cut workpieces, dividing heads achieve evenly spaced holes/teeth.
-- Special-Shaped Slots: Dove-tail milling cutters and T-slot mills process specific connection structures.Typical Application Scenarios
-- Automotive Manufacturing: Milling flat surfaces of engine blocks, processing gear case shells.
-- Aerospace: Frameworks of fuselages, structural components of landing gear.
-- Electronics: Mounting slots for circuit boards, arrays of heat sink fins.
Comparison with Other
ProcessesTurning:
Suitable for rotating parts (e.g., shafts), milling is better for polyhedral/complex profiles.
Drilling:
Milling can replace some drilling operations (e.g., large diameter holes) but with higher precision.











40px
80px
80px
80px