































40px
80px
80px
80px

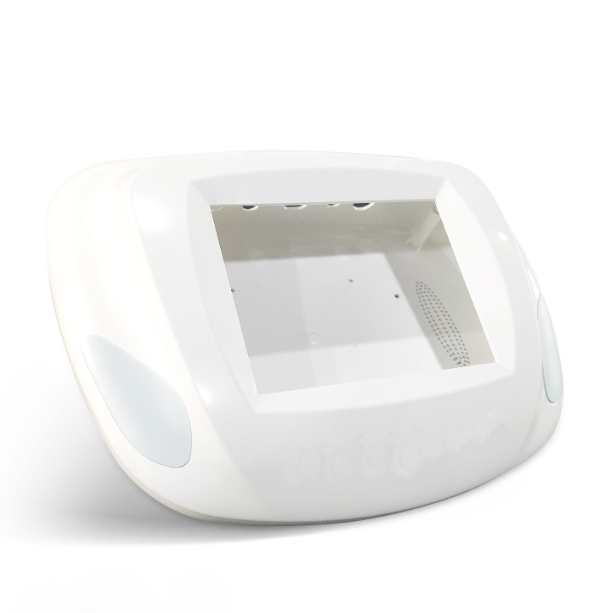
Processing technology for the lens housing of medical optical instruments
The processing technology for the lens housing of medical optical instruments must take into account precision, biocompatibility, and environmental adaptability. The core processes and technical points are as follows:
1. Material selection and pretreatment:
-- Engineering plastics (such as PMMA, PC) are suitable for lightweight demands and need to be injection molded to achieve high light transmittance and impact resistance.
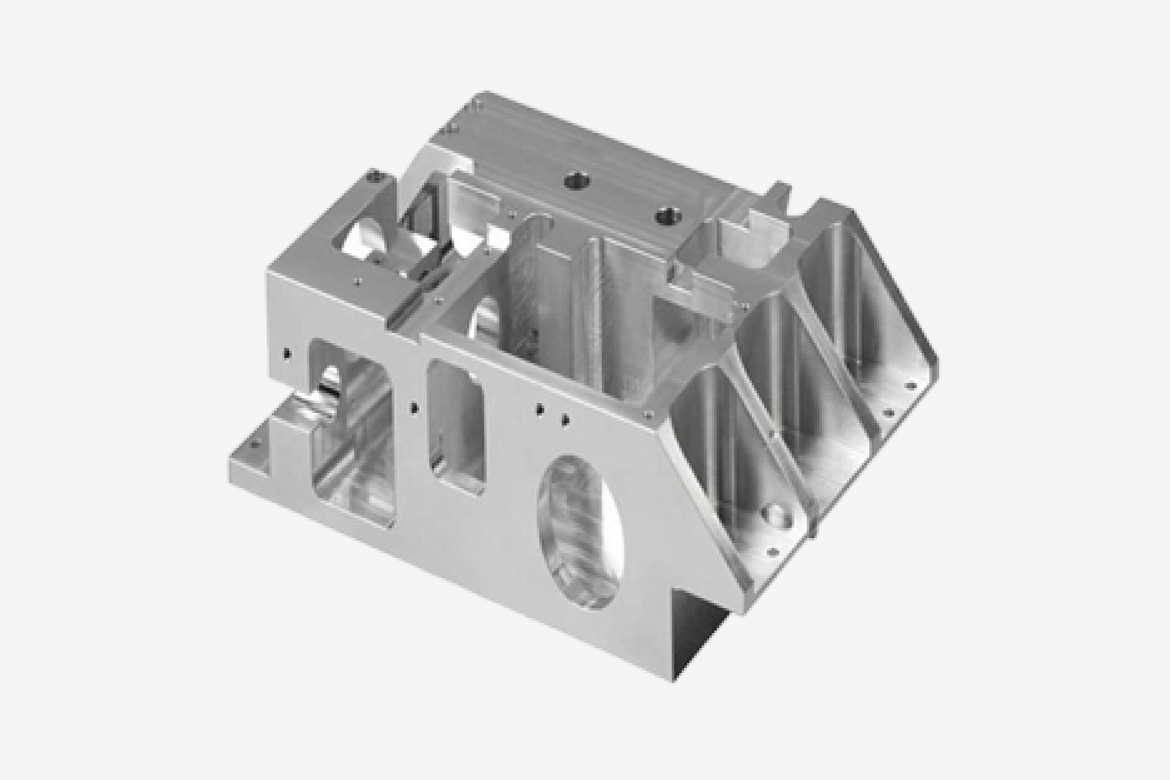
-- Metal materials (such as titanium alloy, stainless steel) are used for high-strength supporting components and need CNC processing to ensure micron-level shape and position tolerance (such as ±0.01mm).
-- Pretreatment: Plastics need to be dried to prevent bubbles, and metals need stress relief annealing to avoid subsequent deformation.
2. Molding processes:
-- Injection molding: Suitable for plastic housings, mold design (such as uniform wall thickness, avoiding weld lines) and process parameters (temperature, pressure) must be optimized to control shrinkage rates.
-- CNC processing: Used for metal housings, achieving micron-level precision (Ra≤0.2μm) for complex curves (such as the inner wall of a lens tube) through multi-axis linkage.
--Compression molding: Glass or high-temperature plastic housings can be used, mold must be single-point diamond turned (PV value ≤0.4μm).
3. Surface treatment and sealing:
-- Polishing: Metal housings require magnetorheological polishing (MRF) or ion beam polishing (IBF) to achieve a mirror finish (Ra≤0.1μm).
-- Coatings: Anti-reflective or antibacterial coatings (such as Parylene) require vacuum deposition to ensure optical performance and biological safety.
-- Sealing design: IP65 protection level must be adopted, combining O-rings or ultrasonic welding to prevent liquid intrusion.
4. Assembly and inspection:
-- Modular assembly: The lens and housing are connected by quick-release structures (such as buckles, magnetic attraction), requiring coaxiality ≤0.01mm.
--Optical inspection: Interferometers detect surface shape errors (PV value ≤1μm), and microscopes check surface cleanliness.
5. Special process adaptation:
-- Surgical microscope housings: Require shockproof bases and electromagnetic shielding designs to avoid interference with imaging.
-- Portable device housings: Lightweight design (such as carbon fiber reinforced plastics) and drop test resistance.The processing of medical optical instrument lens housings must comprehensively consider material characteristics, process precision, and clinical needs, achieving a balance between functionality and reliability through full process control.

CNC workshop

CNC workshop

CNC workshop
CNC workshop

CNC workshop

CNC workshop
CNC Milling Parts
Explore our CNC Milling Parts Gallery to see precision-crafted components manufactured with high accuracy and quality.





Tolerances for CNC Milling
3-Axis | 4-Axis | 5-Axis | |
Maximum Part Size | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimum Part Size | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
General Tolerances | ± 0.05 mm | ± 0.02 mm | ± 0.01 mm |
Lead Time | Simple parts can be delivered in as little as 1 day. | Most projects are completed within 3 business days. | Most projects are delivered in 3 business days. |

Core Characteristics of Milling Processing
1. Multi-Edge Cutting and Efficiency
-- Milling cutters have multiple cutting edges (e.g., end mills with 4-6 edges), which can participate in cutting simultaneously, sharing the load and improving efficiency (30%-50% higher than single-edge tools).
-- Suitable for large feed rates or high cutting speed machining, such as surface milling with a cutting depth of up to 5-10mm.
2. Intermittent Cutting and Impact Vibration
-- The cutter teeth engage and disengage from the workpiece periodically, causing fluctuations in cutting force, requiring machines with good rigidity (e.g., heavy-duty milling machines) to ensure precision.
-- Intermittent cutting facilitates tool cooling and extends tool life, but durable tool materials (e.g., carbide) must be used.
3. Process Flexibility-- By changing tools (e.g., face mills, T-slot mills), it can process complex features such as flat surfaces, grooves, gears, and curved surfaces.
-- Supports multi-axis linkage (e.g., five-axis milling) to achieve machining of three-dimensional complex profiles (e.g., mold cavities).4. Controllable Surface Quality-- Adjusting cutting parameters (e.g., feed rate, speed) can control surface roughness (Ra 0.8-12.5μm).
-- End mills' secondary cutting edges can polish surfaces with roughness down to Ra 0.4μm.Range of Milling Processing
1. Basic Processing-- Flat/Step Surfaces: Face mills (end mills) process large flat surfaces, three-edge mills process steps.
-- Grooves/Keys: End mills mill straight grooves, keyway cutters process key slots (accuracy IT8-IT9).2. Complex Feature Processing
-- Gears/Threads: Modular shaped end mills process gears, thread mills process threads.
-- Cavities/Molds: Ball end mills process three-dimensional curves (e.g., injection molds).
2. Special Processing
-- Cutting/Indexing: Saw blades mill cut workpieces, dividing heads achieve evenly spaced holes/teeth.
-- Special-Shaped Slots: Dove-tail milling cutters and T-slot mills process specific connection structures.Typical Application Scenarios
-- Automotive Manufacturing: Milling flat surfaces of engine blocks, processing gear case shells.
-- Aerospace: Frameworks of fuselages, structural components of landing gear.
-- Electronics: Mounting slots for circuit boards, arrays of heat sink fins.
Comparison with Other
ProcessesTurning:
Suitable for rotating parts (e.g., shafts), milling is better for polyhedral/complex profiles.
Drilling:
Milling can replace some drilling operations (e.g., large diameter holes) but with higher precision.











40px
80px
80px
80px