































40px
80px
80px
80px

Custom CNC Milling Services
Get high-precision custom milled parts for rapid prototyping and production, with turnaround times as fast as 1 day. Our advanced CNC milling ensures accuracy (up to 0.008 mm), consistency, and efficiency to meet your project needs.
What metal materials are used for medical clamps?
Medical clamps are primarily made from the following metal materials based on their purpose and surgical requirements:
1. Stainless Steel (304/316L)
-- Widely used for surgical clamps, fixation clamps, and other instruments, it has high strength, corrosion resistance, and is easy to process, with lower costs and compliance with medical hygiene standards.
-- 316L stainless steel has superior corrosion resistance due to its molybdenum content, making it suitable for long-term implantation or complex environments.
2. Titanium Alloys (Pure Titanium, Ti-6Al-4V, etc.)
-- With excellent biocompatibility, lightweight and fatigue resistance, it is commonly used in orthopedic and neurosurgical clamping instruments (such as hemostatic clamps) or implants. Pure titanium (over 99.9%) and β-titanium alloys (such as Ti2448) are preferred due to their low sensitization potential and high mechanical strength.
3. Cobalt-Chromium Alloys (Co-Cr-Mo)
-- Used in high-load scenarios (such as joint prosthetic connections), these alloys have outstanding wear resistance and deformation resistance but are more difficult to process.
4. Precious Metals (Pure Silver, Pure Tantalum)
-- Pure silver clamps (purity > 99.9%) are used for hemostasis in cerebral microvessels, while tantalum is used for special tissue fixation due to its biological inertness.
Material selection criteria:
-- Biocompatibility: Must pass standards like YY/T 0079-2016 to ensure non-toxicity and lack of rejection.-- Mechanical Performance: The strength of titanium alloys must match surgical requirements (for example, Ti2448 with 1300MPa strength).
-- Corrosion Resistance: Stainless steel and titanium alloys must pass corrosion tests like YY/T 0149-2006.
Product attributes

CNC workshop

CNC workshop

CNC workshop
CNC workshop

CNC workshop

CNC workshop
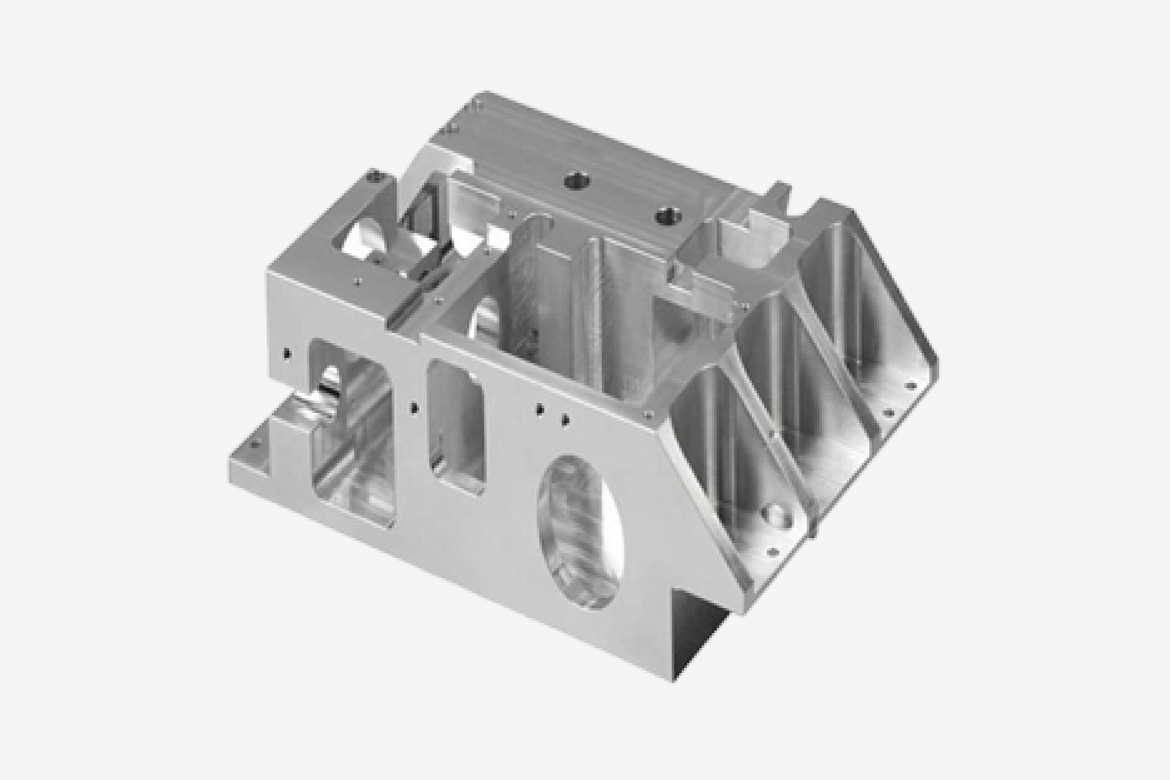
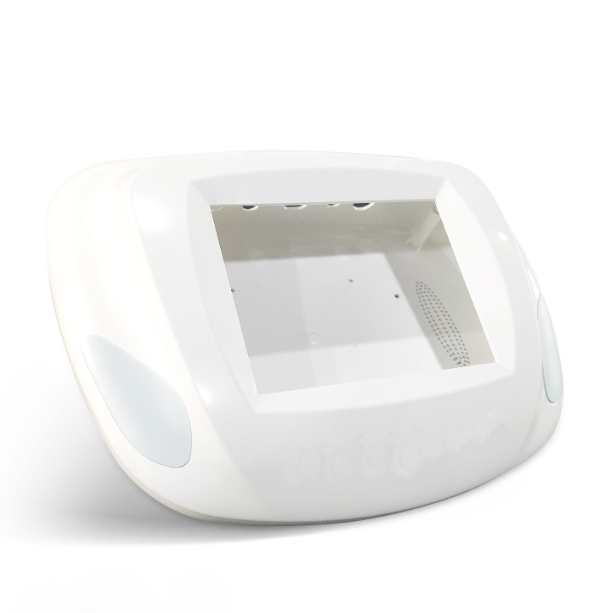
CNC Milling Parts
Explore our CNC Milling Parts Gallery to see precision-crafted components manufactured with high accuracy and quality.





Tolerances for CNC Milling
3-Axis | 4-Axis | 5-Axis | |
Maximum Part Size | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimum Part Size | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
General Tolerances | ± 0.05 mm | ± 0.02 mm | ± 0.01 mm |
Lead Time | Simple parts can be delivered in as little as 1 day. | Most projects are completed within 3 business days. | Most projects are delivered in 3 business days. |

Core Characteristics of Milling Processing
1. Multi-Edge Cutting and Efficiency
-- Milling cutters have multiple cutting edges (e.g., end mills with 4-6 edges), which can participate in cutting simultaneously, sharing the load and improving efficiency (30%-50% higher than single-edge tools).
-- Suitable for large feed rates or high cutting speed machining, such as surface milling with a cutting depth of up to 5-10mm.
2. Intermittent Cutting and Impact Vibration
-- The cutter teeth engage and disengage from the workpiece periodically, causing fluctuations in cutting force, requiring machines with good rigidity (e.g., heavy-duty milling machines) to ensure precision.
-- Intermittent cutting facilitates tool cooling and extends tool life, but durable tool materials (e.g., carbide) must be used.
3. Process Flexibility-- By changing tools (e.g., face mills, T-slot mills), it can process complex features such as flat surfaces, grooves, gears, and curved surfaces.
-- Supports multi-axis linkage (e.g., five-axis milling) to achieve machining of three-dimensional complex profiles (e.g., mold cavities).4. Controllable Surface Quality-- Adjusting cutting parameters (e.g., feed rate, speed) can control surface roughness (Ra 0.8-12.5μm).
-- End mills' secondary cutting edges can polish surfaces with roughness down to Ra 0.4μm.Range of Milling Processing
1. Basic Processing-- Flat/Step Surfaces: Face mills (end mills) process large flat surfaces, three-edge mills process steps.
-- Grooves/Keys: End mills mill straight grooves, keyway cutters process key slots (accuracy IT8-IT9).2. Complex Feature Processing
-- Gears/Threads: Modular shaped end mills process gears, thread mills process threads.
-- Cavities/Molds: Ball end mills process three-dimensional curves (e.g., injection molds).
2. Special Processing
-- Cutting/Indexing: Saw blades mill cut workpieces, dividing heads achieve evenly spaced holes/teeth.
-- Special-Shaped Slots: Dove-tail milling cutters and T-slot mills process specific connection structures.Typical Application Scenarios
-- Automotive Manufacturing: Milling flat surfaces of engine blocks, processing gear case shells.
-- Aerospace: Frameworks of fuselages, structural components of landing gear.
-- Electronics: Mounting slots for circuit boards, arrays of heat sink fins.
Comparison with Other
ProcessesTurning:
Suitable for rotating parts (e.g., shafts), milling is better for polyhedral/complex profiles.
Drilling:
Milling can replace some drilling operations (e.g., large diameter holes) but with higher precision.











40px
80px
80px
80px