



































40px
80px
80px
80px



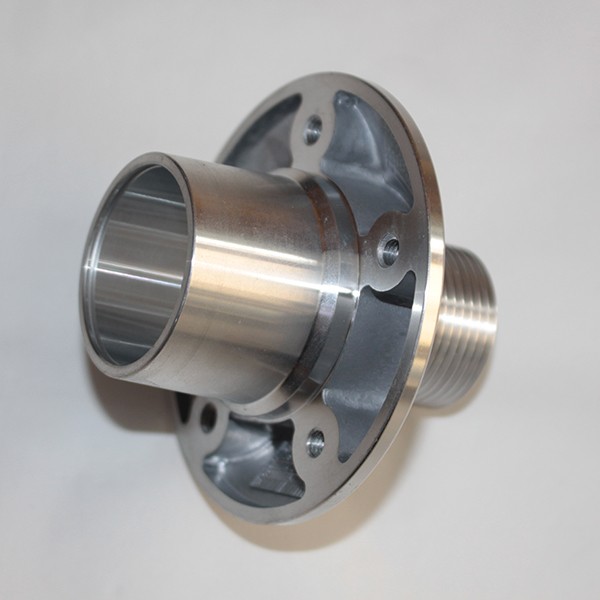
5-Axis CNC Machining Process and Material Characteristics for Engine Cylinder Blocks:
1. Processing Characteristics
--5-axis CNC machining offers significant advantages in engine cylinder block manufacturing:
--Multiple surface machining can be completed simultaneously, reducing clamping times (conventional 3-axis machining requires multiple clamping times).
--Complex curved surface machining is possible (such as cylinder bore chamfers and bearing oil grooves).
--Surface roughness can reach Ra0.4μm, meeting high-precision requirements.
2. Typical Machining Processes
--Key processes in 5-axis engine block machining include:
3. Crankshaft Bore Machining:
--Semi-finishing Boring (Aluminum Alloy Parts)
--Fine Boring to Determine Axial Width (Cast Iron Parts)
4. Cylinder Bore Machining:
--Rough Boring → Fine Boring → Internal Chamfering (Aluminum Alloy Parts)
5. Surface Machining:
--Rough Milling → Fine Milling of Top and Bottom Faces/Front and Rear Faces (Aluminum Alloy Parts)
6. Bearing Surface Machining:
--Fine Boring → Oil Groove Machining (Cast Iron Parts)

CNC workshop

CNC workshop

CNC workshop
CNC workshop

CNC workshop

CNC workshop
Tolerances for CNC Milling
3-Axis | 4-Axis | 5-Axis | |
Maximum Part Size | 3000*1800*800 mm | 850*510*600 mm | 925*1050*600 mm |
Minimum Part Size | 5*5*5 mm | 5*5*5 mm | 5*5*5 mm |
General Tolerances | ± 0.05 mm | ± 0.02 mm | ± 0.01 mm |
Lead Time | Simple parts can be delivered in as little as 1 day. | Most projects are completed within 3 business days. | Most projects are delivered in 3 business days. |
What is five-axis machining?
Five-axis machining is a CNC machine tool processing mode that achieves high-precision cutting of complex surfaces through the simultaneous control of three linear axes (X, Y, Z) and any two rotating axes (A, B, C) for a total of five axes. Its core feature is that the tool or workpiece can be adjusted at any angle in space, allowing for multi-faceted processing without the need for multiple setups.
Configuration of the axes in five-axis machines:
1. Linear axes: X (left-right), Y (front-back), Z (up-down), responsible for basic positioning;
2. Rotating axes:
-- A axis: rotates around the X axis (tilting the tool);
-- B axis: rotates around the Y axis (common in head-swinging machines);
-- C axis: rotates around the Z axis (worktable rotation);
Typical combinations include XYZ AB, XYZ AC, etc.;Core advantages of five-axis machining:
1. Complex surface machining: can complete multi-angle cutting of irregular parts such as turbine blades and propellers in one go;
2. High precision and efficiency: achieves precision up to ±0.005mm by correcting the tool tip trajectory through RTCP (Rotary Tool Center Point) function;
3. Reduced setup times: avoids repeated positioning errors and improves surface quality (e.g., Ra 0.4 μm);
Mechanical structure types of five-axis machines:
1. Dual-head type: the tool rotates around two axes, suitable for processing large workpieces;
2. Dual-rotary table type: the workpiece table has dual rotating axes, suitable for medium and small precision parts;
3. Hybrid type: combines head-swinging and rotary table, providing greater flexibility;Typical application fields:
-- Aerospace: engine blades, fuselage structural parts;
-- Medical devices: artificial joints, dental implants;
-- Mould manufacturing: automotive body panels moulds, injection moulds;





40px
80px
80px
80px